
在注塑、压铸及鞋模等工业领域,模具冷却系统的设计直接影响制品质量、成型周期与生产成本。传统钻孔式冷却水路受限于直线加工工艺,无法随产品三维轮廓自由布局,导致深腔、薄壁、肋板区域及复杂异形结构处出现显著的温度梯度。其直接后果包括:
· 冷却不均 → 制品收缩差异增大 → 翘曲变形、尺寸超差
· 成型周期延长 → 注塑机单位时间产出下降
· 局部过热 → 模具磨损加剧、产品表面缺陷(如缩痕、熔接痕)
· 返修率上升 → 后工序人力与时间成本激增
上述问题长期构成注塑行业的核心工艺瓶颈,尤其在精密电子、汽车轻量化结构件及高光外观件生产中尤为突出。
麦客信息:金属增材制造模具一体化解决方案
作为专业武汉3D打印服务厂家,麦客信息基于选区激光熔化(SLM)技术,实现模具核心部件的数字化直接成型。相较于传统减材与电火花加工,SLM技术具备无几何约束、高设计自由度、一体化成型等优势。以下为四大典型应用场景及技术价值量化说明。
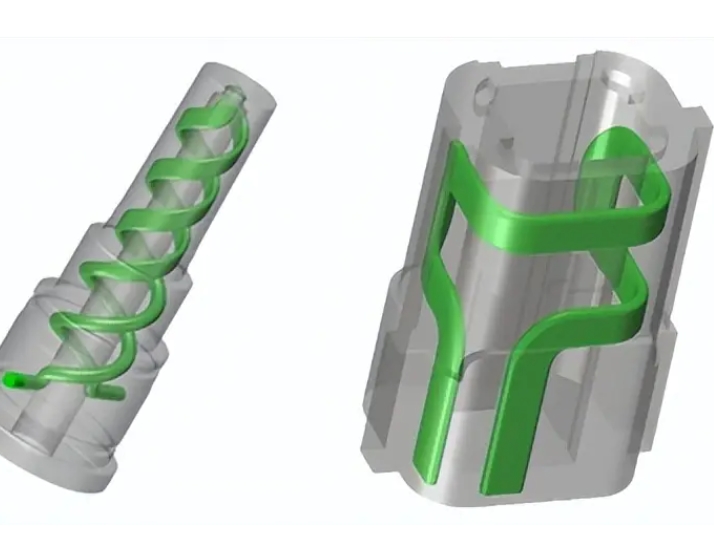
1. 随形冷却模具镶件:冷却效率提升30%~70%
针对复杂型腔产品,传统直线水道无法贴近制品表面。麦客信息采用3D打印随形冷却镶件,水路三维走向完全贴合产品轮廓,且一体成型、无拼接结构,彻底杜绝漏液风险。
技术参数:
· 最小水道直径φ1.0mm,相邻水道间距可精确控制
· 相较传统钻孔水道,冷却时间缩短30%~70%(具体取决于产品结构及材料)
· 模具温度分布均匀性提升,制品热变形量降低50%以上
行业案例:某家电壳体注塑件,原模具冷却周期45秒,更换随形冷却镶件后压缩至28秒,单机日产能提升约60%,且产品平面度从0.25mm降至0.08mm。
2. 模具局部崩损/磨损:快速镶件修复,避免产线停摆
模具在使用中因热应力、机械冲击或长期磨损,常出现崩角、型芯断裂或局部尺寸超差。传统方案需整体重制或大面积补焊,周期长达数周,产线被迫停机。
麦客信息提供逆向建模+金属3D打印修复镶件的应急方案:针对损坏区域精准建模,打印出与原模具基体材料匹配且性能一致的镶件,快速替换。
· 交付周期:24~72小时
· 无需整套模具报废重开
· 镶件硬度可达45~54HRC(依材料牌号及热处理工艺而定)
典型材料:MS1(18Ni300)马氏体时效钢、CX模具钢、SKD61类替代合金等,兼具高导热性及耐磨性。
3. 新品快速试模与小批量生产:低成本验证,零开模风险
新品开发初期直接制作钢模成本高、风险大——单套模具费用数万至数十万元,且试模后若修改产品结构,前期模具费用几乎全损。
麦客信息提供简易快速模具服务:
· 采用3D打印直接制造试模样件或小批量生产模具,无需传统钢模开发
· 产品结构调整仅需修改数字模型,零额外成本
· 适用于功能验证、装配验证及小批量(100~5000件)订单生产
该方案显著降低产品迭代成本,尤其适合定制化、多品种小批量制造场景。
4. 深腔高光件与精密塑胶件:突破传统加工极限
深腔、高光、精密塑胶件对模具型芯型腔的精度与表面质量要求极高。传统CNC受刀具长径比限制,难以加工深度超过12倍径的窄槽或微细筋位;电火花加工(EDM)虽可成形复杂结构,但存在电极损耗、加工效率低、表面再铸层等局限。
金属3D打印直接成型型芯型腔:
· 一次成型,无拼接
· 加工精度达±0.05mm(部分结构可优化至±0.03mm)
· 表面粗糙度Ra可达3~6μm(后续可抛光至镜面)
· 成型后热处理与常规模具钢工艺兼容
某精密电子连接器客户反馈:采用3D打印模具镶件后,制品尺寸CPK值从0.9提升至1.3,废品率由8%降至3.2%,且产品外观一致性显著改善。
常见专业技术问答
Q1:3D打印模具镶件的使用寿命能否满足量产需求?
A:可以。我们选用的MS1、CX等金属粉末经固溶+时效处理后,硬度可达48~54HRC,冲击韧性与热疲劳性能与常规H13类模具钢相当或更优。随形冷却镶件在60万模次以上的注塑生产中验证稳定。
Q2:与传统工艺相比,综合成本是否具备经济性?
A:需核算全生命周期成本:冷却效率提升30%以上,相当于注塑机产能同步提升;修复镶件成本仅为新开模具的10%~30%;新品试模阶段避免模具报废风险。
Q3:单件最大成型尺寸是多少?
A:麦客信息配置工业级SLM设备,单件成型尺寸可达800*800*500mm。更大尺寸工件可采用多块打印+精密装配方案。
以增材制造重构模具工艺竞争力
随形冷却、快速抢修、低成本试制、精密成型——金属3D打印不再仅是“原型工具”,而已成为批量化模具制造的核心技术之一。麦客信息深耕武汉金属3D打印一站式服务,提供从随形冷却设计优化、材料选型、打印成型、热处理到精加工的一站式服务。
立即行动:发送您的模具图纸或损坏部位照片至我司技术团队,我们将免费出具随形冷却方案评估及修复可行性报告。咨询电话:18042677785(贾经理)



